
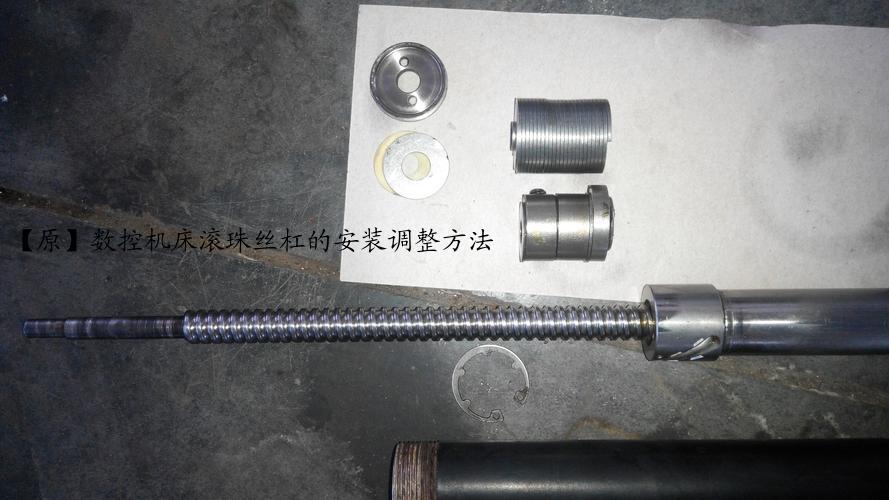
数控滚珠丝杠的安装调整
1丝杆轴插入单列轴承后,用止推环固定。
2
用止推环固定后,将轴承插入支撑座内。
3
安装精度参考值:
偏心 倾斜
有间隙时: 20-30μm 1/2000max
预压式螺母: 15-25μM 1/3000max
有高精度要求: 10μm以下 1/5000max
1
先调整到安装精度参考值以内。
2
以固定侧支撑单元为基准时,请将螺母外径与工作台螺母支座内径调整至保持一定的间隙状态。
3
以工作台为基准时,团社会实践报告10篇对于方形支撑单元使用薄垫片调整中心高度,对于法兰型支撑单元要将螺母外径与工作台螺母制作内径调整至保持一定间隙的状态。
1
将滚珠丝杆螺母插入螺母支座后临时紧锁。(将螺母放置在滚珠丝杆轴的中间位置)
2
将固定侧和支撑侧的支撑
元临时固定到基座上。3
移动工作台与固定侧支撑单元后,曲阜机床附件销售,机械配件生产,高精密数控刀具加工将支撑单元拧紧固定到基座上。
4
固定好后,将工作台移动至靠近固定侧的行程尽头附近,幷将工作台和螺母支座相互固定。
5
固定好螺母和螺母支座。
6
将第4布种固定的螺栓松开,再次将工作台和螺母支座相互固定。推动工作台至固定支撑单元处调整其中心位置,使工作台能顺畅移动,对于精密工作台还需要将丝杆轴调整到与LM导轨平行的位置。
7
固定好后,确认工作台的运行状态,将工作台移动至支撑座。
8
移动工作台至支撑侧支撑单元后,将拧紧支撑单元的固定螺栓。
9
固定好后,将工作台移动至靠近支撑侧的行程尽头附近,幷再次将工作台和螺母支座松开后相互固定。
10
将工作台移动到固定侧,左右移动,确认运行
态。往返移动多次将工作台调整到再全行程内都能顺畅运行的状态。11
如果与运行中发生异响,阻塞的现象,请重复3-10的工序。
1
使用千分表确认丝杆轴端外径部分的跳动、轴方向的间隙。
2
依次完全拧紧螺母、螺母支座、固定侧支撑单元、支撑座固定单元各处的螺栓。
将电机支座安装在基座上。
用联轴器连接电机和滚珠丝杆。
充分的试运行。
③两端支撑单元的轴承座孔中心与螺母支座孔中心要精确调整到“三点同心”的最住状态,即三个安装孔中心必须精确调整到位于一条直线上,不允许在不同心的情况下强制安装,否则会破坏滚珠丝杠的精度,这也是前面将螺母支座装入滚珠螺母后暂时不拧紧的原因,因为还需要进行仔细的调整。
④通常首先装配直线导轨及工作台,固定工作台的运动方向后,再以此为基准调整滚珠丝杠的方向并使之与工作台运动方向严格平行。所

除以工作台的运动方向为基准调整滚珠丝杠方向的装配方法外,在某些情况下有时也采用另外一种装配方法,即首先装配固定滚珠丝杠的运动方向,再以此为基准调整工作台(及直线导轨)的运动方向
不允许在导轨与丝杠方向不一致的情况下强行将滚珠螺母安装于螺母支座上,装配时也不能施加过大的力。因为丝杠的沟槽经过淬火和研磨加工,如果将丝杠与滚珠螺母。强行拧入会在丝杠的沟槽上产生压痕,降低机构的精度与寿命。滚珠螺母与丝杠错扣也会缩短寿命。
原创文章出自天博,欢迎转载!
 扫一扫咨询微信客服
扫一扫咨询微信客服