
数控铣床电气图分析
数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。除此之外还提供电气元件安装位置图等,便于维修。机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
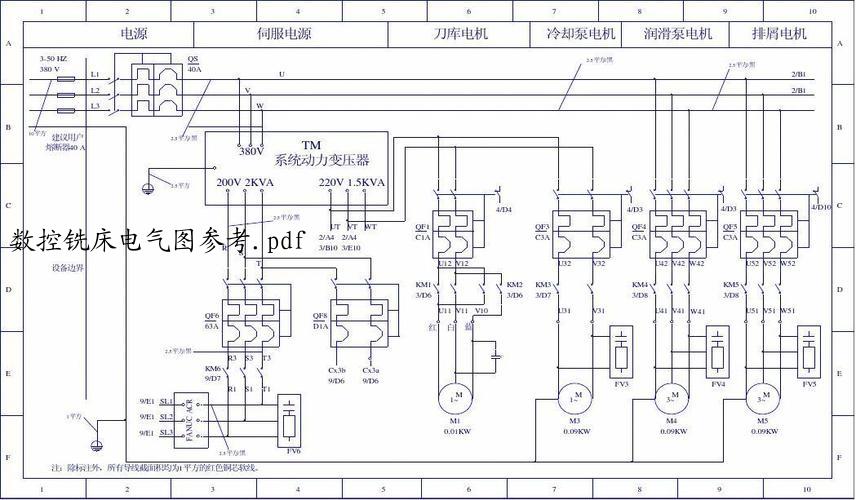
(一)主电路
数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一
由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,浙江先端数控机床技术创新中心有限公司公开招聘工作人员公告当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。第1页
图3-6-2 主电路图二
在第2
在图中320,0,306,307,308,309,310,311,312,0N,+24A,0D,+24D等都表示线号,在接线或查找机床故障时,应该对应找标有这些线号的线去测试。4/E4,7/E1,8/E1,【求职车间】桂平市:开展就业帮扶行动,推送39家企业单位招聘岗位信息4/B4等表示该线连接到的电气图页码和区域。
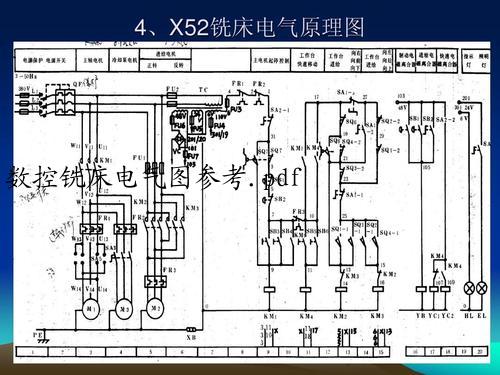
(二)控制电气图
数控机床控制电气图主要完成数控系统上下电的控制,主电路接触器和电磁阀控制,以及三色灯的控制等。
在图3-6-3控制电路中,有些机床急停电路是将X轴Y轴Z轴等轴的正、负向超程限位开关和急停开关的常闭触点串联在一起, 任意一个常闭触点断开都会造成急停线圈失电, 从而断开伺服的输入电源, 系统停止。要使系统退出保护,需压下超裎解除开关,使伺服系统恢复供电。再通过机床面板选择手动方式,选择相应的轴,向超程急停的反方向移动即可退出超程急停,然后复位。这种方案维修和操作者无法区分急停故障的原因是急停按下,还是哪个轴的哪个方向出现硬限位超程
图中SQ23、SQ24、SQ25是X、Y、Z轴的硬限位开关信号,SB3是急停按钮输入,KA14是超程释放
信号。第2页
图3-6-3 控制电路图一
上图中,中间继电器的常开触点实现了警示灯的控
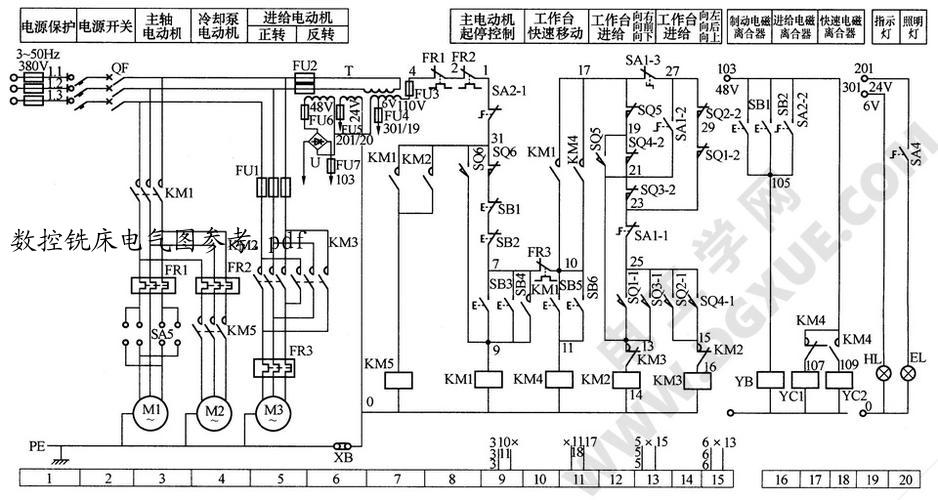
线圈得电,KA2触点闭合且自锁,系统完成上电。
图3-6-4 控制电路图二
图3-6-4中,依靠PLC输出继电器KA9和KA10实现了排屑电机正反转的控制,正反转KM1Z和KM1F
线圈互锁。依靠PLC输出继电器KA8完成冷却控制,在接触器线圈旁并联阻容吸收器FV,防止干扰。第3页
(三)PLC输入/输出电气图
802D系统内集成S7-200电路PLC,由PP72/48输入/输出模块扩展I/O,每一个模块上有X111、X222、X333三个接口,通过端子转换器连接到各接线端子或输出继电器上,I/O点的多少与系统的功能相关。
图3-6-5为X111接口中Q6.0~Q7.7输出信号电气图,输出接口功能在图中上方已经标明,维修时根据其功能来查找所对应的输出继电器。例如如果机床冷却功能故障,分析时首先依据电气图,找到冷却输出的地址为Q6.5,输出的继电器为KA8,然后利用PLC I/O状态或梯形图查看PLC是否已经输出,或利用万用表检测继电器KA8线圈是否已经闭合,触点是否已经接通。
图3-6-5 X111接口PLC输入电气图
图中701~716为输出信号在端子转换器上的线号,利用万用表查找故障时,利用线号来找到该线。
图中5/C7、4/C3分别表示PLC输出继电器的常开触点在第5页C7区使用、在第4页C3区使用。可根据标明的电气图页码和区域找到输出继电器所控制的控制电路。
输出继电器旁边并接续流二极管,起到抗干扰作用,现在很多继电器已经内置。
图3-6-6为X111接口中I9.0~I11.2输入信号电气图,该输入接口的功能在电气图的上方已经标明,与输出接口类似,在进行电气

图3-6-6 X111接口PLC输出电气图
图中901~919为输入信号在端子转换器上的线号,利用万用表查找故障时,利用线号来找到该线。
图中SB4、SQ2、BQ1、KA1等为输入的按钮、开关、传感器或继电器等,这些器件接通时将24V信号输入或断开,从而给PLC输入“1”或“0”。
图3-6-7是X222模块上的输入和输出接口,该模块上的接口并没有完全使用,有的电气图上会将所有X222上的输入和输出接口全部画出,以方便功能的扩展,但此处只根据实际连接给出了部分接口。输入部分只使用了I12.7、I14.6、I14.7三个接口,其中I14.6和I14.7连接在611Ue电源模块上,用于检测T52超
温信号和T72就绪信号。输出部分通过Q9.3~Q9.5连接至电源模块上,完成上下电时序的控制。第5页
原创文章出自天博,欢迎转载!
 扫一扫咨询微信客服
扫一扫咨询微信客服