
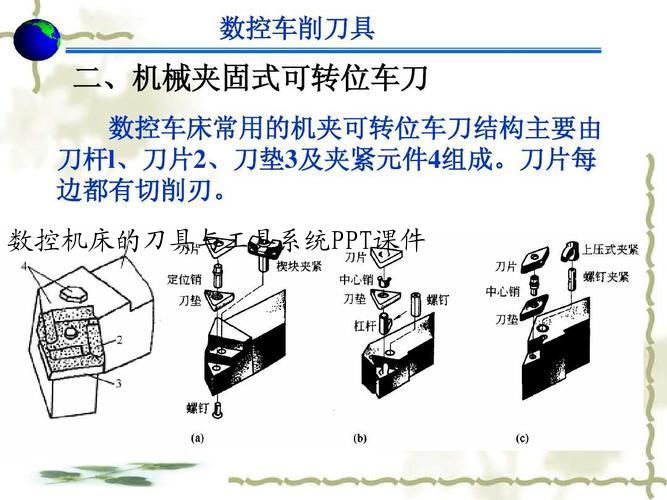
1、.,1,数控技术,第二章 数控加工技术基础知识,2.2 数控机床的刀具与工具系统,.,2,数控技术,第二章 数控加工技术基础知识,2.2.1 数控加工对刀具的要求,2.2 数控机床的刀具与工具系统,数控刀具应具有以下特点: 1、刀具有很高的切削效率 2、数控刀具有高的精度和重复定位精度 3、要求刀具有很高的可靠性和耐用度 4、实现刀具尺寸的预调和快速换刀 5、具有一个比较完善的工具系统 6、建立刀具管理系统 7、应有刀具在线监控及尺寸补偿系统,.,3,数控技术,第二章 数控加工技术基础知识,2.2.1 数控加工对刀具的要求,2.2 数控机床的刀具与工具系统,数控刀具材料应具备以下的切削性能 :
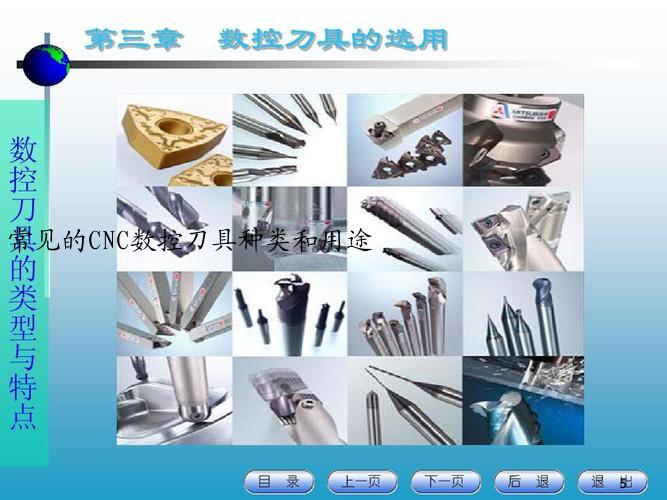
2、 (1)高的硬度和耐磨性 (2)足够的强度和韧性 (3)良好的耐热性和导热性 (4)良好的工艺性 (5)良好的经济性,.,4,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,数控加工刀具可分为常规刀具和模块化刀具两大类。由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。,1从结构上可分为 (1)整体式 钻头、立铣刀等 (2)镶嵌式 刀片采用焊接和机夹式 (3)减振式 (4)内冷式 (5)特殊型式,.,5,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系
3、统,2. 从制造所采用的材料上可分为 (1)高速钢刀具 (2)硬质合金刀具 硬质合金刀片按国际标准分为三大类:P类(蓝色),M类(黄色),K类(红色)。,.,6,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,2. 从制造所采用的材料上可分为 (2)硬质合金刀具 (续
) P类适于加工钢、长屑可锻铸铁(相当于我国的钨钴钛类,即YT类)。 M类适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的钨钴钛钽铌类,大连金天博属柜加工-快递柜外壳加工即YW类)。 M-S类适于加工耐热合金和钛合金。 K类适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的钨钴类,天博既是教授又是全国技术能手!南京工业职业技术大学举行高层次人才大会即YG类4、)。 K-N类适于加工铝、非铁合金。 K-H类适于加工淬硬材料。,.,7,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,2.从制造所采用的材料上可分为 (3)涂层硬质合金 (4)陶瓷刀具 (5)立方氮化硼刀具 (6)金刚石刀具,.,8,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,3. 从切削工艺上可分为 (1)车削刀具 外圆、内孔、螺纹、切断、成形车刀等,.,9,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,3. 从切削工艺上
5、可分为 (2)钻削刀具 钻头、铰刀、丝锥等 小孔、短孔、深孔,.,10,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,3. 从切削工艺上可分为 (3)镗削刀具:粗镗刀、精镗刀等,.,11,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,3. 从切削工艺上可分为 (4)铣削刀具 1)面铣刀 ; 2)立铣刀 ; 3)模具铣刀 ,三面刃铣 、键槽铣刀 、鼓形铣刀 、成形铣刀,.,12,数控技术,第二章 数控加工技术基础知识,2.2.2 数控刀具的种类,2.2 数控机床的刀具与工具系统,3.
6、从切削工艺上可分为 (5)特殊型刀具 可逆式(自动反向)攻螺纹夹头刀柄、复合刀具和

7、.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,工具系统: 在加工中心上要适应多种形式零件不同部位的加工,故刀具装夹部分的结构、形式、尺寸也是多种多样的。把通用性较强的刀具和配套装夹工具系列化、标准化。,数控机床工具系统分为镗铣类数控工具系统和车床类数控工具系统。它们主要由两部分组成:一是刀具部分,二是工具柄部(刀柄)、接杆(接柄)和夹头等装夹工具部分。,.,15,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,2镗铣类数控工具系统,镗铣类工具系统分为整体式结构和模块式结构两大类。,整体式:特点是将锥柄和接杆连成一体,不同品
8、种和规格的工作部分都必须带有与机床相连的柄部。优点是结构简单、使用方便、可靠、更换迅速,缺点是锥柄的品种和数量较多。,.,16,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,2镗铣类数控工具系统,目前我国的加工中心采用镗铣类整体数控工具系统 (TSG整体式工具系统),天博2013-2017年中国剪切机市场分析与行业调查报告其柄部有直柄(三种规格)和锥柄(四种规格)两种,共包括16种不同用途的刀柄。,.,17,数控技术,第二章
9、:特点是把工具的柄部和工作部分分开,制成系统化的主柄模块、中间模块和工作模块。方便了制造、使用和保管,减少了工具的规格、品种、数量的储备,对加工中心较多的企业有很高的实用价值。,.,18,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,2镗铣类数控工具系统,镗铣类模块式数控工具系统标准(简称为TMG工具系统) 。,.,19,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,2镗铣类数控工具系统(刀库),.,20,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统
10、,2.2 数控机床的刀具与工具系统,2镗铣类数控工具系统,.,21,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,模块式刀柄,整体式刀柄,.,22,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,柄部型式及尺寸 JT:表示采用国际标准ISO7388号 加工中心机床用锥柄柄部; BT:表示采用日本标准MAS403号加工中心机床用锥柄柄部;其后数字为相应的ISO锥度号:如50和40分别代表大端直径69.85和44.45的7:24锥度。,JT(BT)40,.,23,数控技术,第二章 数控加工技术基础知识,2.2.4 数控机床的工具系统,2.2 数控机床的刀具与工具系统,ER弹簧夹头刀柄,ER弹簧夹
原创文章出自天博,欢迎转载!
 扫一扫咨询微信客服
扫一扫咨询微信客服