
1、试切对刀
试切对刀主要用在建立加工坐标系。在安装好工件后,为了可以加工出需要的加工件,要将编程原点设定为加工原点,建立加工坐标系,用来确定刀具和工件的相对位置,使刀具按照编程轨迹进行运动,最终加工出所需零件。
试切对刀的步骤主要有:
(1)选择机床的手动操作模式;
(2)启动主轴,试切工件外圆,保持X方向不移动;
(3)停主轴,测量出工件的外径值;
(4)选择机床的MDI操作模式;
(5)按下“off set sitting”按钮;
(6)按下屏幕下方的“坐标系”软键;
(7)光标移至“G54”;
(8)输入X及测量的直径值;
(9)按下屏幕下方的“测量”软键;
(10)启动主轴, 试切工件端面, 保持Z方向不移动;
2、机外对刀仪对刀
机外对刀仪对刀需要将显微对刀仪固定于车床上,聊天博城市剪板机用于建立刀具之间的补偿值。但是因为刀具尺寸会有一定差别,机床中刀位点的坐标值也会因此而出现不同。如果不设立刀具之间的补偿值,运行相同的程序时就不可能加工出相同的尺寸,想要保证运行相同的程序时,运用不同的刀具得出相同的尺寸,则需要建立刀具间的补偿。
机外对刀仪对刀的步骤主要有:
(1)移动基准刀,让刀位点对准显微镜的十字线中心;
(2)将基准刀在该点的相对位置清零,具体操作是选择相对位置显示;
(3)将其刀具补偿值清零, 具体操作是按下“off set sitting”按钮, 按下屏幕下方的“补正”软键,选择“形状”, 在基准刀相对应的刀具补偿号上输入Xo、Zo;
(4)选择机床的手动操作模式,移出刀架,换刀;
(5)使其刀位点对准显微镜的十字线中心;
(6)选择机床的MDI操作模式;
(7)设置刀具补偿值, 具体操作是按下“offset sitting”按钮, 按下屏幕下方的“补正”软键, 选择 “形状”, 在相对应的刀补号上输入X、Z;
(8)移出刀架, 执行自动换刀指令即可。
具体不懂的咨询鸿轩数控
数控车床对刀的操作有试切对刀和机外对刀仪这两种对刀方法。
1、试切对刀的操作步骤:
(1)、选择机床的手动操作模式;
(2)、启动主轴,试切工件外圆,保持X方向不移动;
(3)、停主轴,测量出工件的外径值;
(4)、选择机床的MDI操作模式;
(5)、按下“off set sitting”按钮;
(6)、按下屏幕下方的“坐标系”软键;
(7)、光标移至“G54”;
(8)、输入X及测量的直径值;
(9)、按下屏幕下方的“测量”软键;
(10)、启动主轴, 试切工件端面, 保持Z方向不移动;
2、机外对刀仪对刀的操作步骤:
(1)、移动基准刀,让刀位点对准显微镜的十字线中心;
(2)、将基准刀在该点的相对位置清零,具体操作是选择相对位置显示;
(3)、将其刀具补偿值清零, 具体操作是按下“off set sitting”按钮, 按下屏幕下方的“补正”软键,选择“形状”, 在基准刀相对应的刀具补偿号上输入Xo、Zo;
(4)、选择机床的手动操作模式,移出刀架,换刀;
(5)、使其刀位点对准显微镜的十字线中心;
(6)、选择机床的MDI操作模式;
(7)、设置刀具补偿值, 具体操作是按下“offset sitting”按钮, 按下屏幕下方的“补正”软键, 选择 “形状”, 在相对应的刀补号上输入X、Z;
(8)、移出刀架, 执行自动换刀指令即可。
扩展资料
数控车床是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。斜床身数控车床的维护保养如下分析:
为了保证斜床身数控车床的工作精度,延长使用寿命,必须对自用斜床身数控车床进行合理的维护保养工作。车床维护的好坏,直接影响工件的加工质量和生产效率。当台湾台钰精机数控车床运行500h以后,需进行一级保养。
斜床身数控车床保养工作以操作工人为主,维修工人配合进行。保养时,必须首先切断电探,然后按保养内容和要求进行保养。
一、数控车床980T系统对刀分X轴、Z轴两个方向
1、 X轴对刀步骤
把坐标系原点设在零件端面上
(1)、启动机床,用手轮方式将刀具移动至靠近工件外圆面位置,“注”(使用手轮进给倍率为0.1的速度)。
(2)、将主轴正转,刀具以手轮进给倍率为0.01的速度进行外圆碰刀,后Z轴正向退出,X轴在相对坐标进行清零,X轴进刀(进刀量在0.2mm左右),再Z轴往负方向进行外圆车削(以手轮进给倍率为0.001的速度、车削外圆长度大约为10mm左右)。
(此时
(3)、停机(用游标卡尺)测量工件车削后外圆的直径。
(4)、将系统操作面板切换至录入方式(MDT)方式界面,输入“G50X20.0”(在这里X20.0是指工件车削后测量出的尺寸)。
(5)、同时在录入方式下执行该值--按下“循环启动键”
(6)、X轴对刀完成,把刀具退开。
2、Z轴对刀步骤
(1)、启动机床,用手轮方式将刀具移动至靠近工件端面位置,“注”(使用手轮进给倍率为0.1的速度)。
(2)、将主轴正转,刀具以手轮进给倍率为0.01的速度进行端面碰刀,后X轴正向退出,Z轴在相对坐标进行清零,Z轴进刀(进刀量在0.1mm左右),再X轴往负方向进行端面车削(车完整个端面)。
(此时注意车削完后Z轴不能动,只能把X轴往正方向退出)。
(3)、将系统操作面板切换至录入方式(MDT)方式界面,输入“G50Z0”(在这里Z0是指工件车削后端面位置)。
(4)、同时在录入方式下执行该值--按下“循环启动键”
(5)、Z轴对刀完成,把刀具退开。
3、验正坐标的步骤
(1)、在录入方式下:输入G00 X50.0 Z0 T0101(注:在这里X值是输入大于工件毛坯直径为原则、T0101是指该刀具处于的刀号位置)
(2)、输入完后:把刀具用手动方式远离工件、同时把控制G00速度的倍率开关调到最慢状态(为F0)
(3)、各步骤进入安全位置后:再按下“循环启动键“使刀具慢速接近工件原点。
(4)、检查刀具处于的位置是否正确。
不同数控系统的数控车床对刀方法有所不同,不过对刀的原理是相同的。
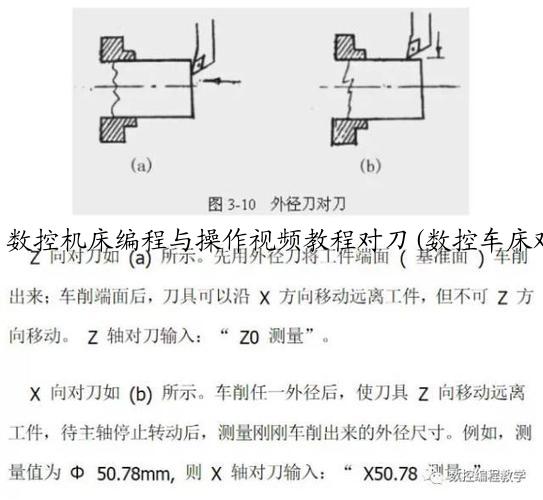
对刀的过程:根据数控程序,确定编程原点在什么位置,试车外圆,沿Z向退刀,测量外圆直径,输入测量值,按某个按键。
长度方向(Z向)对刀:试车端面,沿X向退刀,测量试车的表面与编程原点之间的距离,然后输入这个距离值(在编程原点右边取正值,否则取负值),按某个按键。
先学一种典型数控系统的对刀方法,然后再了解其它数控系统的对刀方法即可。
数控车床怎么对刀的相关视频
相关视频是没有,可以口头说说。车外圆量得的尺寸为X值,平面为Z值。具体输入在刀补里操作。
数控车床对刀视频实例
不同的数控系统,对刀方法有所不同。
我发一个FANUC 0i T系统的对刀与加工视频给你吧。
请注意在手机客户端→我的咨询里查收。
数控车床内圈对刀视频教程
数控车床对刀有关的概念和对刀方法
(1)刀位点:代表刀具的基准点,也是对刀时的注视点,一般是刀具上的一点。
(2)起刀点:起刀点是刀具相对与工件运动的起点,即零件加工程序开始时刀位点的起始位置,而且往往还是程序的
运行的终点。
(3)对刀点与对刀:对刀点是用来确定刀具与工件的相对位置关系的点,是确定工件座标系与机床座标系的关系的点。
对刀就是将刀具的刀位点置于对刀点上,以便建立工件座标系。
(4)对刀基准(点):对刀时为确定对刀点的位置所依据的基准,该基可以是点、线、面,它可以设在工件上或夹具上
或机床上。
(5)对刀参考点:是用来代表刀架、刀台或刀盘在机床座标系内的位置的参考点,也称刀架中心或刀具参考点。
用试切法确定起刀点的位置对刀的步骤
(1)在MDI或手动方式下,用基准刀切削工件端面;
(2)用点动移动X轴使刀具试切该端面,然后刀具沿X轴方向退出,停主轴。
记录该Z轴座标值并输入系统。
(3)用基准刀切量工件外径。
(4)用点动移动Z轴使刀具切该工件的外圆表面,然后刀具沿Z方向退出,停主轴。用游表卡尺测量工件的直径,记录该
X座标值并输入系统。
(5)对第二把刀,让刀架退离工件足够的地方,选择刀具号,天博大连激光切割加工-钣金件加工-机床外壳重复(1)—(4)步骤。
数控铣床(加工中心)Z轴对刀器
Z轴对刀器主要用于确定工件座标系原点在机床座标系的Z轴座标,或者说是确定刀具在机床座标系中的高度。Z轴对刀器有光电式()和指针式等类型,通过光电指示或指针,判断刀具与对刀器是否接触,对刀精度一般可达 100.0±0.0025(mm),对刀器标定高度的重复精度一般为0.001~0.002(mm)。对刀器带有磁性表座,可以牢固地附着在工件或夹具上。Z轴对刀器高度一般为50mm或lOOmm。
Z轴对刀器的使用方法如下:
(1)将刀具装在主轴上,将Z轴对刀器吸附在已经装夹好的工件或夹具平面上。
(2)快速移动工作台和主轴,让刀具端面靠近Z轴对刀器上表面。
(3)改用步进或电子手轮微调操作,让刀具端面慢慢接
(4)记下机械座标系中的Z值数据。
(5)在当前刀具情况下,工件或夹具平面在机床座标系中的Z座标值为此数据值再减去Z轴对刀器的高度。
(6)若工件座标系Z座标零点设定在工件或夹具的对刀平面上,则此值即为工件座标系Z座标零点在机床座标系中的位置,也就是Z座标零点偏置值。
3.寻边器
寻边器主要用于确定工件座标系原点在机床座标系中的X、Y零点偏置值,也可测量工件的简单尺寸。它有偏心式()、迥转式()和光电式()等类型。
偏心式、迥转式寻边器为机械式构造。机床主轴中心距被测表面的距离为测量圆柱的半径值。
光电式寻边器的测头一般为10mm的钢球,用弹簧拉紧在光电式寻边器的测杆上,碰到工件时可以退让,并将电路导通,发出光讯号。通过光电式寻边器的指示和机床座标位置可得到被测表面的座标位置。利用测头的对称性,还可以测量一些简单的尺寸。
求 广州数控GSK980TDB车床的对刀方法,最好是视频。
一、数控车床980T系统对刀分X轴、Z轴两个方向
1、 X轴对刀步骤
把座标系原点设在零件端面上
(1)、启动机床,用手轮方式将刀具移动至靠近工件外圆面位置,“注”(使用手轮进给倍率为0.1的速度)。
(2)、将主轴正转,刀具以手轮进给倍率为0.01的速度进行外圆碰刀,后Z轴正向退出,X轴在相对座标进行清零,X轴进刀(进刀量在0.2mm左右),再Z轴往负方向进行外圆车削(以手轮进给倍率为0.001的速度、车削外圆长度大约为10mm左右)。
(此时注意车削完后X轴不能动,只能把Z轴往正方向退出)。
(3)、停机(用游标卡尺)测量工件车削后外圆的直径。
(4)、将系统操作面板切换至录入方式(MDT)方式界面,输入“G50X20.0”(在这里X20.0是指工件车削后测量出的尺寸)。
(5)、同时在录入方式下执行该值--按下“循环启动键”
(6)、X轴对刀完成,把刀具退开。
2、Z轴对刀步骤
(1)、启动机床,用手轮方式将刀具移动至靠近工件端面位置,“注”(使用手轮进给倍率为0.1的速度)。(2)、将主轴正转,刀具以手轮进给倍率为0.01的速度进行端面碰刀,后X轴正向退出,Z轴在相对座标进行清零,Z轴进刀(进刀量在0.1mm左右),再X轴往负方向进行端面车削(车完整个端面)。
(此时注意车削完后Z轴不能动,只能把X轴往正方向退出)。
(3)、将系统操作面板切换至录入方式(MDT)方式界面,输入“G50Z0”(在这里Z0是指工件车削后端面位置)。
(4)、同时在录入方式下执行该值--按下“循环启动键”
(5)、Z轴对刀完成,把刀具退开。
3、验正座标的步骤
(1)、在录入方式下:输入G00 X50.0 Z0 T0101(注:在这里X值是输入大于工件毛坯直径为原则、T0101是指该刀具处于的刀号位置)
(2)、输入完后:把刀具用手动方式远离工件、同时把控制G00速度的倍率开关调到最慢状态(为F0)
(3)、各步骤进入安全位置后:再按下“循环启动键“使刀具慢速接近工件原点。
(4)、检查刀具处于的位置是否正确。
数控车床怎么对刀?
FANUC 0iT对刀T01对刀
手动模式→启动主轴→切工件端面→Z方向不动,沿X方向退出→停主轴,进入刀补输入界面,按补正→ 形状→光标移到1号刀补位置→输入Z0→测量→T01刀Z轴对刀完成。
② 启动主轴→切外圆→X方向不动,沿Z方向退出→停主轴→测量工件直径→ 进入刀补输入界面→按补正→形状→光标移到1号刀补位置→输入测量的直径→测量→T01刀X方向对刀完成。SIEMENS802S/C车床对刀
手动模式→试切工件端面→Z方向不动,沿X方向退出→按像等号的按键→进入参数输入界面按参数→ 刀具补偿→按大于→对刀→轴+输入0→计算→确认→T1刀Z轴对刀完毕。
试切外圆→X方向不动,沿Z方向退出→测量工件直径按像等号的按键→进入参数输入界面,按→参数→刀具补偿,按大于→对刀,输入参数→计算→确认→T1刀X方向对刀完毕。
广州数控车床的980T系统对刀步骤是怎样的?
名词解释:
一、980T对刀过程
1、对1号刀(把一号刀设为基准刀),远离工件换刀
[程序]——录入方式——T0100——按[输入]键——再按[循环启动]键
对Z轴:[手动]方式——车Z轴端
一、980T对刀过程
1、对1号刀(把一号刀设为基准刀),远离工件换刀
[程序]——录入方式——T0100——按[输入]键——再按[循环启动]键
对Z轴:[手动]方式——车Z轴端面,X轴方向退出Z方向不变——[录入]方式——G50[输入]键——Z0.0[输入]键——再按[循环启动]键。
对X轴:[手动]方式——车X轴端面,Z轴方向退出X方向不变,移动到安全位置停主轴,测量外径——[录入]——G50[输入]键——X外径值 [输入]键——再按[循环启动]键。
2、对2号刀:
[程序]——[录入]——T0200——按[输入]键——再按[循环启动]键
对Z
对X轴:[手动]方式——刀尖碰X轴端面,碰到即停,——[刀补]——[录入]——光标移止102处,——输入X轴外径值,按[输入]键。
3、对3、4号刀的过程与2号刀相同,只是要把光标移至103,104处。
4、检查对刀是否正确:
[程序]——[录入]——T0202——按[输入]键——再按[循环启动]键
——输入X30,Z0.0——按[输入]键——再按[循环启动]键
注意: 1、在对2、3、4号刀时,输入值时要加小数点,如测量X外径是28,但输入时要输入28.0,否则对刀失败。
2、对螺纹刀时,先对X轴,再将Z轴退出,向X轴进1个丝,再对Z轴,这样对刀较准确。
3、对刀后不能使用手动换刀键,否则对刀失败,刀补被清除。
二、980T中途崩刀,重新对刀和中途加工是办法。
1、重新对刀:磨好刀具安装好后,清除刀补再一次对刀即可,若为基准刀崩刀,在程序里改成T0101在[刀补]101处输入方法同非基准刀。
2、中途加工方法:在编辑方式下,把光标移到所要加工的程序下,然后再手动方式下转动主轴,开冷却液,最后进入自动方式,按[循环启动]加工。
三、980T刀补的修改
由于第一次对刀误差,可通过修改刀补使工件达到要求尺寸,修改方法:
1、绝对座标输入法:根据大减小,小加大的原则,在“001~004“处修改,如:2号切刀切槽直径大了0.1mm,而在002处是 X3.8,可输入X3.7,减少2号刀补。
2、相对座标法:如上例:2号刀X轴刀补可输入U-0.1,即可。
说明书上的,写得比较清楚
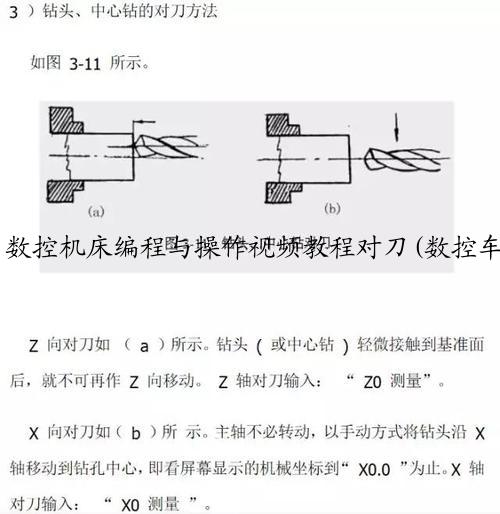
数控车床钻头如何对刀
首先你得保证中心钻或钻头的安装要像车刀一样对准中心,程序中指令钻孔时可用这样的程序:G00 X0;Z2;G01 Z-?
对刀时,钻头或中心钻头部刚好到达工件平面时输入Z0;再移动X轴,大致对准中心后试钻孔,再退出,至工件端面处,凭眼睛目测,如果中心钻或钻头已经在孔的中心,就输入X0,如果有明显偏移,则进行适当调整后再钻孔,看钻头或中心钻是否是一个边在切削,如果已经是二个边共同参与切削,退出后输入X0.
如何确定数控车床对刀是否正确?
对刀后别动,在MDI方式调用当前刀号和刀补看绝对值是否和你输的一样。
数控车床、车削中心,是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有广泛的加工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥 了良好的经济效果。
广泰数控车床对刀视频
看了视频你会记住? 郁闷了.......看下你说工广泰数控车床的说明书吧.....对X.....X不动 Z 10%或者稍微快点车过去 在量下 反之一样 现在的数控车床只不过多了几个键或者是换成英文或者图片而已 没有什么难的 傻瓜也会
数控车床如何对刀,带图的
借用楼上的话:对Z时就别动X,对X时就别动Z
1、将模式选择旋钮旋到“MDI” (手动数据输入操作),输入“M03 S400”(转速一般350-400r/min)。
2、将模式选择旋扭到“手轮”模式,如下图所示。
3、按编辑面板的“POS”键(位置显示键);再按“相对”功能键,启动主轴即可。
4、然后通过手轮移动刀具,使刀具移动到工件的右边(X-),注:往下移动不触碰到工件的位置),刀具往下移动至刀尖刀刃低于工件表面(Z-),往左边(X+)移动使刀具轻碰工件。将刀具刀尖刀刃抬高至工件表面以上(Z+)。图为当前的X向相对坐标。
5、输入“X”键,再按“归零”功能键。X归零后如图。
6、将刀具移动到工件的左边(X+),刀具往下移动至刀尖刀刃低于工件表面(Z-),往右边(X-)移动使刀具轻碰工件。将刀具刀尖刀刃抬高至工件表面以上(Z+)。记录此时屏幕显示的X相对坐标,如:62.7,并将该值除以2。
7、调整手轮倍率,将刀具移动到相对坐标X=31.35指示的位置。
8、按OFS SET键(全称:OFFSET SETING,参数设定显示键,再按“坐标系”功能键,将光标移动到G54的X位置,输入X0。
9、按“测量”功能键,G54中的X值会改变,图中X=-374.798即为工件原点相对于机床原点所在X向的坐标值,如下图所示。
原创文章出自天博,欢迎转载!
 扫一扫咨询微信客服
扫一扫咨询微信客服