
机床是对金属或其他材料的坯料或工件进行加工,使之获得所要求的几何形状、尺寸精度和表面质量的机器,是制造机器的机器,亦称为工业母机、工作母机或工具机。
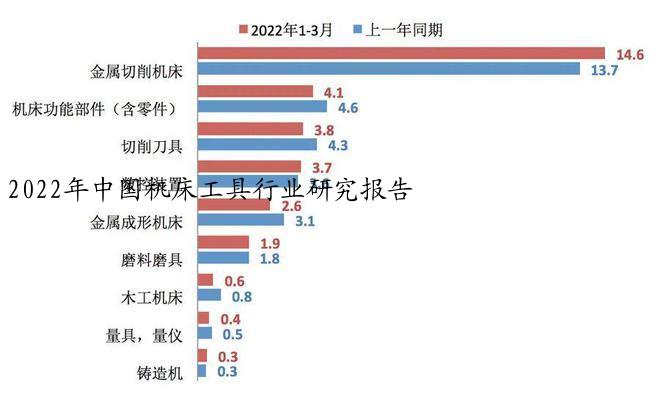
根据中国机床工具工业协会的统计分类标准,机床工具行业主要包括金属切削机床、金属成形机床、木工机床、铸造机械等主机产品领域,以及工具与量具量仪、磨料磨具、数控系统和核心功能部件等配套产品领域。其中金属切削机床是我国机床工具行业的重要组成部分,其数量最多、使用最为广泛,因而狭义的机床有时就是指金属切削机床。
根据加工方式或加工对象差异,金属切削机床可分为车床、刨床、镗床、磨床、钻床和铣床等。
机床工具行业金属加工机床金属切削机床金属成型机床加工中心磨床锻造机冲压机弯曲折叠机床组合机床刨床液压式压力机矫直矫平机床特种加工机床齿轮加工机床机械式压力机旋压螺纹机床车床插床气压式压力机旋压车床钻床铣床剪切机床滚丝机镗床其它金切冲床其它金属成型其它部分附件及辅助测量&显示削切工具&模具数控系统夹具数控功能部件辅助装置金属加工机床零件量具(含手动)量仪数显装置金切机床刀具工具系统机器用刀片&刀具固结磨具涂附磨具其它磨具机床数控装置数控伺服驱动单元数控机床用电机其它机床铸造机械木工机床根据机床的控制方式的不同,机床又分为数控机床和传统机床。数控机床是指搭配数字控制系统的自动化机床,按程序自动加工,精度由软件自动校准补偿,是机电一体化的典型产品;传统机床是指以非自动化方式人工控制的机床。相较传统机床,数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性化、高效化的自动化机床。
1774年,英国人发明的炮筒镗床是世界上第一台真正意义上的机床。1952年,世界上第一台数字控制机床在美国麻省理工学院问世,象征着机床数控时代的开始。我国在建国之初,机床工业十分落后,只有上海、沈阳、昆明等城市少数企业有制作皮带车床的能力。“一五时期”(1953~1957年),国家关注机床技术和人才的培养,成功打造了一批骨干企业(俗称的“十八罗汉”),还逐步成立了以北京金属切削机床研究所为代表的“七所一院”的一批机床工具研究机构。在计划经济环境下,“十八罗汉”和“七所一院”快速建立我国较完整的机床工具产业和科研体系,为改革开放后制造业的快速发展奠定了基础。改革开放后,行业开始整改,以“十八罗汉”为代表的机床企业开始进行转制重组,我国机床产业体系逐步完善,技术与出口业务有一定突破。进入新世纪,我国加入世贸组织,机床行业规模快速增长。2007年沈阳机床和大连机床分别进入全球机床行业前十强。与此同时,一批机床企业发起海外并购潮:沈阳机床在德国设立技术研发中心;大连机、沈阳机床、北一机床分别并购Ingersoll(美国)、Schiess(德国)和Waldrich-Coburg(德国)等。
“一五时期”(1953~1957年),国家关注机床技术和人才的培养。在这段时期,我国成功打造了一批骨干企业(俗称的“十八罗汉”),还逐步成立了7个综合性机床研究所、37个各类专业机床研究所,为我国机床工业奠定了良好的基础。改革开放前期,行业开始整改,以“十八罗汉”为代表的机床企业开始进行转制重组。进入新世纪,我国加入世贸组织,机床行业规模快速增长。“十一五”期间,我国机床工业保持高速稳定发展,国有企业迅速扩大规模。2007年沈阳机床和大连机床分别进入全球机床行业前10强。与此同时,一批机床企业发起海外并购潮,如沈阳机床在德国设立技术研发中心;大连机、沈阳机床、北一机床分别并购Ingersoll(美国)、Schiess(德国)和Waldrich-Coburg(德国)等。
金属成形机床一般指锻压设备。锻压设备是指在锻压加工中用于成形和分离的机械设备。锻压设备包括成形用的锻锤、机械压力机、液压机、螺旋压力机和平锻机,以及开卷机、矫正机、剪切机、锻造操作机等辅助设备。当前我国低端冲压领域存在一定的供给过剩,而在大型炼化、航空航天等领域设备领域需要大吨位的锻压设备完成零部件制造,目前国内的大型、重型锻压设备大多依靠进口。
金属切削机床是最主要的一类机床,占比约2/3。金属切削机床用切削、磨削或特种加工方法加工各种金属工件,使之获得所要求的几何形状、尺寸精度和表面质量,主要包括“车铣刨磨镗拉钻”7种工艺。金属成形机床是通过对金属施加强大作用力使其发生物理变形从而得到想要的几何形状,主要包括折弯机、剪板机、冲床及锻压机床等产品。金属切削机床包括含车床、磨床、铣床、镗床、加工中心、钻床等众多细分品类。
车床是一种加工圆柱形工件的机床,也是最常见的机床之一。车床的工件通常水平放置并随着主轴高速旋转,刀具根据加工需求相对工件移动,从而车削工件表面实现机械加工。车床可完成内外圆加工、钻孔、车螺纹、切断车槽、端面加工、车成形面等加工工艺,世界十大机床品牌排名之美国篇一般对圆柱形态的工件进行加工。车床在加工过程中,工件通常水平放置,并且随着主轴高速旋转。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。根据车床的用途和结构等,可分为普通车床、多半刀自动车床、立式车床、联合车床、马鞍车床等。
镗床是指主要用镗刀对工件已有的预制孔进行镗削的机床。通常镗刀旋转为主运动,镗刀或工件的移动为进给运动,能精确镗削尺寸较大的孔和平面,使用不同的刀具和附件还可进行钻削、铣削。镗床切削的加工精度和表

镗床可以分为卧式镗床、落地镗床、金刚镗床和坐标镗床。卧式镗床应用最广泛,落地镗床经常用于重型设备的加工制造。金刚镗床用于大批量加工表面粗糙度较小的孔。坐标镗床精度比较高,通常用于加工钻模、镗模和量具等,坐标镗床还可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。
铣床是一种用铣刀在工件上加工多种表面的机床。铣床与车床有一个明显的区别是铣床的刀具进行高速旋转,而工件基本不动,而且多数铣床都是立式的,主要用于切削工件平面。铣床在加工时,工件装在工作台上或分度头等附件上,铣刀高速旋转并根据加工需求在工件表面移动而铣削加工。由于是多刀断续切削,因而铣床的生产率较高。1950年后数控系统开始用于铣床,70年以后铣床在数控系统和自动换刀技术的加持下,铣床的应用范围、加工精度和效率都得到了提升。
根据铣床的结构,可以分为龙门式铣床、台式铣床、悬臂式铣床、平面铣床、仿形铣床、摇臂式铣床等。铣床还可以分为立式铣床和卧式铣床,卧式铣床在精度和功能拓展性上更好,正在受到用户的青睐。但是立式铣床的稳定性、价格等有一定优势,因此在钻孔和插削工艺领域应用比较广泛。
磨床是利用磨具对工件表面进行磨削加工的机床。多数的磨床是使用高速旋转的砂轮进行磨削加工,少数会使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。磨床可以加工内外圆柱面、圆锥面、平面、齿轮齿廊面、螺旋面及各种成型面等各种表面,还可以刃磨刀具和切断,支持多种类型的工艺。磨削加工的加工精度比较高,主要用于零件精加工,尤其是淬硬钢件和高硬度特殊材料的精加工。
磨床是各类金属切削机床中品种最多的一类。磨床可以细分为13类,其中平面磨床是使用最广泛的磨床。平面磨床的工件一般夹紧在工作台上,或者依靠电磁吸盘吸在电磁工作台上,然后用砂轮的端面或者周边磨削工件平面,平面磨床还可以细分为卧轴、立轴、矩台、圆台四种。目前磨床企业在技术上还向着专用机床、高速机床等方向发展。
刨床是利用刨刀对工件表面、沟槽或成形表面进行刨削的直线运动机床。对于普通的牛头刨床,加工时其工作台会带动工件做给进运动,刨刀通过往复的直线运动来实现加工。刨床的刀具和加工流程简单,但是刨刀返回时不进行切削,所以生产效率低(加工窄长表面时效率较高),主要用于单件、小批量生产及机修车间,大批量生产中多数情况被其铣床代替。在刨床上可以刨削水平面、垂直面、斜面、曲面、台阶面、燕尾形工件、T形槽、V形槽,也可以刨削孔、齿轮和齿条等。
根据结构特征,可以分为:牛头刨床、龙门刨床、插床。牛头刨床和插床由于工作原理的原因,生产效率都比较低,适用于刨削中、小型工件,大批量生产中多数被铣床所代替。龙门刨床用于大型工件或者同时对多个工件进行刨削,相对牛头刨床效率更高。目前多数大型机床企业已经不再生产刨床。
钻床指用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移动对工件进行加工,钻床的特点是工件固定不动,刀具做旋转运动。钻床结构简单,加工精度相对较低,可钻通孔、盲孔。钻床更换特殊刀具后,还可扩、锪孔,铰孔或进行攻丝等加工。在摇臂钻床上配有工艺装备时,还可以进行镗孔,在台钻上配上万能工作台还可铣键槽。
钻床按照用途和结构可以分为:立式钻床、台式钻床、摇臂式钻床、深孔钻床、铣钻床、中心孔钻床、多轴钻床等。钻床和铣床比较相似,但是实际有一定区别。钻床主要是以钻孔、扩孔、铰孔、攻螺纹牙为主的,加工方向是轴向的。铣床以铣平面、沟槽、分齿为主,可以实现平面上的运动。铣床的强度更高一些可以作为钻床使用,但是针对钻孔而言,没有钻床方便。
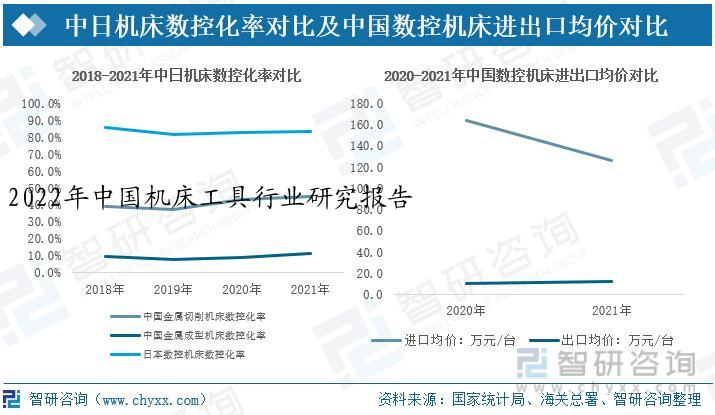
数控机床是搭配数字控制系统的自动化机床,是机电一体化的典型产品。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
根据加工对象的不同,数控机床可划分为数控金属切削机床、数控金属成形机床和数控特种加工机床。由于金属切削机床在我国机床整机行业中数量最多、使用最为广泛,因此传统意义上的数控机床即指数控金属切削机床。此外,根据性能和技术水平不同,数控机床又可划分为低档(端)数控机床、中档(端)数控机床和高档(端)数控机床三类。
数控机床主要由机床主体、传动系统和数控系统构成。机床主体是机床的主要部分之一,是整个系统的框架,包括床身及底座铸件、主轴及变速箱、导轨及滑台等。传动系统是机床的“骨骼”,是完成加工流程最直接的部分,数控机床七大梯队,你用的处于哪个梯队?包括刀具、传动机械、辅助动力机械。机床主体和传动系统构成工件加工的基础,因此其刚度、抗震性要求
数控机床的核心部件是其结构的重要组成部分,或在其工作过程中发挥重要作用,能够一定程度上影响数控机床速度、精度、效率、稳定性、智能化、多轴化、复合化、安全性、环保性等关键性能与功能的部件。
•钣焊件:钣焊件制造是以多重程序的冷加工工艺对钢板、铝板等金属板材进行加工,形成符合客户精度要求、功能要求的形状和尺寸。钣焊件产品属于非标准、定制化中间加工成品。
•铸件:铸件属于中间加工成品,销售价格主要是在原材料生铁和废钢的基础上加一定的加工费确定,加工费受人工成本、工艺流程、产品造型加工、产品形状和大小、加工难易程度等因素的影响。对于高端铸件,配方、材质、外观、性能等均会影响其价格。
•精密件和功能部件:数控机床的精密件主要包括主轴单元和丝杠、线轨、轴承等传动部件等,功能部件主要包括数控回转工作台、刀库、机械手、齿轮箱、铣头、刀架等。
•数控系统:数控系统主要用于数控机床,也可用于原有数控机床和非数控机床的系统升级、改造,主要包括驱动装置,以及控制和检测装置等。
•电气元件:电气元件是数控机床电气控制线路的主要组成部件,主要包括接触器、继电器、电阻器、按钮、行程开关等。电气控制线路通过对电力拖动系统的启动、反向、制动和调速等运行性能的控制,实现对拖动系统的保护,满足生产工艺要求,实现机床生产加工自动化。
主机是数控机床的机械部分,包括床身、底座、立柱、横梁、滑座、工作台、主轴箱、进给机构、刀架和辅助装置。机床主机是数控机床的主体。它是在数控机床上自动地完成各种切削加工的机械部分。数控机床是高精度、高生产率的自动化加工机床。与传统的普通机床相比,数控机床在整体布局、外部造型、主传动系统、进给传动系统、刀具系统、支承系统和排屑系统等方面有很大的差异。这些差异能更好地满足数控技术的要求,并充分适应数控加工的特点。
机床伺服系统是数控系统的执行部分,是以机床移动部件(工作台)的位置和速度作为控制量的自动控制系统。它由速度控制装置、位置控制装置、驱动伺服电动机和相应的机械传动装置组成。其功能是接收数控装置输出的脉冲信号指令,使机床上的移动部件做相应的移动。伺服系统应满足的要求是,进给速度范围要大、位移精度要高、工作速度响应要快以及工作稳定性要好。伺服系统由驱动装置和执行机构组成。驱动装置是执行机构(工作台、主轴)的驱动部件,由伺服驱动器与伺服电动机组成。伺服系统是数控机床的重要组成部分,用于实现数控机床的进给伺服控制和主轴伺服控制。伺服系统的作用是把接受来自数控装置的指令信息,经功率放大、整形处理后,转换成机床执行部件的直线位移或角位移运动。由于伺服系统是数控机床的最后环节,其性能将直接影响数控机床的精度和速度等技术指标,因此,对数控机床的伺服驱动装置,要求具有良好的快速反应性能,准确而灵敏地跟踪数控装置发出的数字指令信号,并能忠实地执行来自数控装置的指令,提高系统的动态跟随特性和静态跟踪精度。
高档数控机床的主要产品包括大型加工中心、立式数控机床、卧式数控机床等,涉及的主要工艺流程基本相同,主要包括生产环节和装配环节,其中生产环节包括毛坯铸、锻造、热处理、粗加工、时效处理、半精加工、精加工、清洗、油漆、入中间库等,装配环节包括部件装配、部件试验、总成装配、空运转试验、负荷试验、精度检验、工件试切和整理入库等。
精密钣焊件:钣焊件加工是金属加工工艺的一种,通常是指针对金属板材如钢板、铝板、不锈钢板等的一种成型加工工艺,包括剪、冲、切、折、拼接、焊接、机加工、表面处理等,在加工过程中,金属板材的厚度通常不发生改变。运用该类工艺生产的产品通常称为钣焊件。
磨床是金属切削机床的一个重要子行业,指利用磨具对工件表面进行磨削加工的机床,磨削是金属切削的最后一道加工工序,其加工精度和质量直接决定着产品的生产质量。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。按照加工方式不同,磨床可分类为外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。根据控制方式不同,磨床可分类为数控磨床和非数控磨床。
行业发展初期,我国的充电技术主要是传导充电技术。目前,我国充电基础技术已经基本成熟,公共充电领域以直流快充为主,交流慢充为辅,其他充电方式为补充,私人充电领域主要是交流慢充。2019年,电动汽车充电技术与标准体系都得到了补充和完善,大功率充电技术、无线充电、小功率直流充电技术及换电模式对充电市场的有力补充,增强了用户的充电体验,我国充电技术正朝着“便捷、高效、安全、智能”的方向发展。
根据《<中国制造2025>重点领域技术路线图(2015版)》中的定义,高档数控机床是指具有高速、精密、智能、复合、多轴联动、网络通信等功能的数控机床。多轴联动控制技术是高端数控机床的核心技术之一,多轴联动是指数控机床各进给轴(包括直线坐标进给轴和回转坐标进给轴)在数控系统控制下按照程序指令同时运动。机床联动轴的数量是衡量数控机床先进程度的重要标准,高端数控机床通常具有四轴或四轴以上联动控制功能。工业上需要加工复杂的曲面,舰艇、飞机、火箭、卫星、飞船中许多关键零件的材料、结构、加工工艺都有一定的特殊性和加工难度,用传统加工方法无法达到要求,必须采用多轴联动、高速、高精度的数控机床才

五轴联动是指机床基本的直线轴三轴X、Y、Z及附加的旋转轴两轴A、C,五个轴同时运动,任意调整刀具或工件的姿态,以实现对空间复杂型面的加工。五轴联动数控技术集计算机控制、高性能伺服驱动和精密加工技术于一身,主要应用于表面形状复杂且精度要求较高的工件加工,具有高精度、高效率和高自动化等特点,是衡量一个国家复杂精密部件加工技术水平的重要标准之一。
刀具指机械制造中用于切削加工的工具,又称切削工具。从结构上看,刀具一般由刀杆(或刀盘)和刀片两部分组成。其中,刀片是金属加工中起切削作用的关键执行部件。刀具行业是机械制造行业和重大技术领域的基础行业。切削加工约占整个机械加工工作量的90%,刀具技术在汽车行业、模具行业、通用机械、工程机械、能源装备、轨道交通和航空航天等现代机械制造领域发挥着越来越重要的作用。
•按加工方式区分:刀具可以分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线与数控机床刀具和铰刀等。
•按结构不同区分:可分为焊接刀具、可转位刀具和整体刀具。可转位刀具与整体刀具广泛应用于数控机床中,焊接刀具刀片与刀杆采用焊接方式连接,广泛应用于传统机床中。
•按工件材料区分:可分为钢、不锈钢、铸铁、有色金属、耐热合金、淬硬钢等。切削刀具直接作用于工件,不同工件材质及不同切削工艺都对切削刀具产生不同需求,形成繁多的产品种类。
•按切削工艺区分:可分为车削刀片、铣削刀片和钻削刀片。机床刀具按照切削方式和加工工艺的不同可分为车削、铣削、钻削,三种加工方式中车削与铣削占比较高。
•按刀具材料区分:切削刀具材质主要包括工具钢、硬质合金、陶瓷、超硬材料(PCD、CBN)等,各类材料具有不同优劣势,如工具钢的耐冲击性较好、硬度相对较差,陶瓷材料的化学稳定性高、强度与韧性低,超硬材料硬度最高、断屑性能不佳。硬质合金由作为主要组元的难熔金属碳化物(如碳化钨)和起粘结相作用的金属(如钴)组成,硬度、耐磨性、强度及韧性指标较为均衡,可用于车铣钻等多种工艺,铸铁、有色金属、不锈钢等多种材料的加工。硬质合金与高速钢相比,具有较高的硬度、耐磨性和红硬性,与陶瓷和超硬材料相比,硬质合金具有较高的韧性。
硬质合金数控刀具通常包含材料性能及切削性能两个维度,材料性能包含基体硬度、涂层硬度和冲击韧性等,一般而言硬度越高,冲击韧性就越差,通常要根据刀具的具体应用领域平衡其硬度和韧性。切削性能则包含耐用度、加工效率和加工精度,直接关系到切削加工的质量、效率与成本。材料性能与切削性能是相互联系的,一般来说材料性能越好,切削性能也越好,在很多情况下刀具性能无法简单通过硬件指标体现,需在实际切削中展现。国内部分厂商的刀具性能目前已与日韩刀具相当,仍落后于以山特维克为代表的欧美刀具。材料性能指标上国产刀具与进口产品已处于同一水平。根据华锐精密披露,其PVD与CVD涂层刀具在硬度、韧性指标上与进口产品基本一致,PVD涂层刀具在反映涂层合金结合强度的大载荷划痕指标上略弱于三菱、特固克等日韩产品,总体性能指标处于同一水平。
数控刀片核心技术包括基体材料开发、结构设计、精密成型、涂层四大环节,硬质合金是一种以高硬度难熔金属的碳化物(碳化钨、碳化钛)微米级粉末为主要成分,加入钴或镍、钼等为粘结剂,在真空炉或氢气还原炉中经烧结而成的粉末冶金制品。刀具的品质是由基体、刀片的结构形状和涂层三点决定的。
数控刀片生产环节主要包括配料、压制成型、烧结成型、深加工、涂层等,数控刀片的生产环节与核心技术环节存在对应关系,配料、压制、烧结共同实现基体材料技术,压制、烧结、深加工共同实现结构设计与精密成型技术。
机床行业产业链上游主要是基础材料及零部件构成,涉及铸件、钣焊件、精密件、功能部件、数控系统、电气元件等零部件行业;中游为金属切削机床、金属成形机床等机床本体制造商;下游应用领域广泛,主要包括航天航空、造船、汽车、电力电子等行业,下游行业的快速发展带动了数控机床的巨大需求。
点击链接搜索并下载报告原文:
行行查 | 行业研究数据库
山崎马扎克株式会社(YamazakiMazak)简称山崎马扎克,成立于1919年,是一家全球知名的机床生产制造商。山崎马克主要生产CNC车床、复合车铣加工中心、立式加工中心、卧式加工中心、CNC激光系统、FMS柔性生产系统、CAD/CAM系统、CNC装置和生产支持软件等。产品素以高速度、高精度而在行业内著称,产品遍及机械工业的各个行业。
山崎马扎克主要经营的产品有:复合加工机、数控车床、立式加工中心、龙门加工中心、卧式加工中心等。公司在全球设有10处生产基地,拥有超8,000名员工,并在26个国家和地区设有80多个支持基地,为全世界制造业的发展提供装备、技术及服务支持。
点击链接搜索并下载报告原文:
行行查 | 行业研究数据库
欢迎评论、点赞、收藏和分享! 有任何喜欢的行业和话题也可以私信我们!
原创文章出自天博,欢迎转载!
 扫一扫咨询微信客服
扫一扫咨询微信客服